|
Boatbuilding Methods and Materials
 owered wooden fishing boats were
built by the same builders who had formerly created their sailing or rowing
predecessors. Initially only the hull shape changed, and the methods and
materials remained the same. Hull designs were invariably produced in the
form of three-dimensional half models. These wooden carvings were the lingua
franca of boat design, inherited from the older tradition of wooden
shipbuilding. They were carved with the skill of inherited experience but
were made from a single block of wood, not the more common demountable
layers of larger, wooden-ship half models. When the builder and customer
had agreed upon the final design the shape was expanded to full size on a
lofting floor, and building commenced. Local woods of various types were
generally used according to their availability: hardwoods for keels, stems,
frames and sternposts or transoms; softwoods for hull planks, decks and
smaller structural fittings. owered wooden fishing boats were
built by the same builders who had formerly created their sailing or rowing
predecessors. Initially only the hull shape changed, and the methods and
materials remained the same. Hull designs were invariably produced in the
form of three-dimensional half models. These wooden carvings were the lingua
franca of boat design, inherited from the older tradition of wooden
shipbuilding. They were carved with the skill of inherited experience but
were made from a single block of wood, not the more common demountable
layers of larger, wooden-ship half models. When the builder and customer
had agreed upon the final design the shape was expanded to full size on a
lofting floor, and building commenced. Local woods of various types were
generally used according to their availability: hardwoods for keels, stems,
frames and sternposts or transoms; softwoods for hull planks, decks and
smaller structural fittings.
|

|

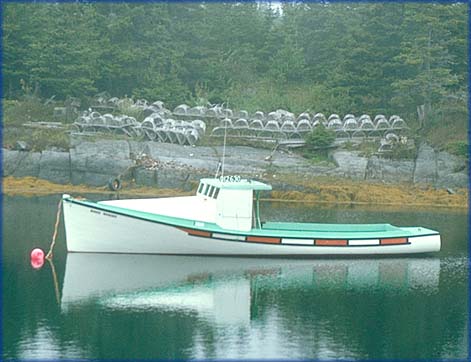
Cape-type Boat
A Cape-type boat at rest in Stonehurst harbour, Lunenburg County. This
boat has a curved top cuddy and graceful, single shear. Note the awaiting
lobster traps and long open cockpit to carry them to sea when the lobster
season opens again.
(Courtesy: David Walker)
|
|
The boats were built up on a backbone of a hardwood keel, stempost,
sternpost, horn timber and stern knee. These parts were selected, shaped and
assembled in the boat shop and braced against movement. Next, a series of
transverse moulds (patterns), made from the full size shapes produced on the
lofting floor, were temporarily fitted on top of the keel, equally spaced
from stem to stern. Round these moulds, long thin battens were fixed to test
their fairness and alignment. At this point, the building sequence varied.
Some boatbuilders then fit the planking round the moulds and fully planked
the hull, removing the battens as they advanced. With the planking completed,
they next softened the hardwood frames in a steam box and bent the heated,
pliable timbers into the interior of the hull.
An alternative sequence of construction was employed by other builders.
Steam bent timbers were first fitted inside the battens, then the planks were
fastened directly to these frames. In either sequence, the planking was
attached to the timbers with galvanized clench nails.
|

|
Construction Details
The stern of a newly planked boat, with all the nails driven partially
into the hull. They will be later driven through the steam-bent frames.
A builder on the outside will drive the nails to be clenched against a
metal 'dolly' to bend them into the wooden frames.
(Courtesy: David Walker)
|
|
This fastening method was almost universal throughout the industry. Rough,
square galvanized steel nails were driven through small holes pre-drilled
through the plank and frame. The pointed ends were driven against a steel
"dolly" held so that the nail was not simply bent but eased into a reverse
curve and driven back into the flame - to clench the fastening. Each
nail became a miniature clamp. The head was countersunk into the plank and
puttied over to protect it. The fastening was inexpensive and adequate but
unfortunately not long lasting as the galvanized protection was almost always
damaged during clenching. The broken coating no longer protected the metal,
and corrosion soon started. Many boats quickly became "nail sick".
|

|
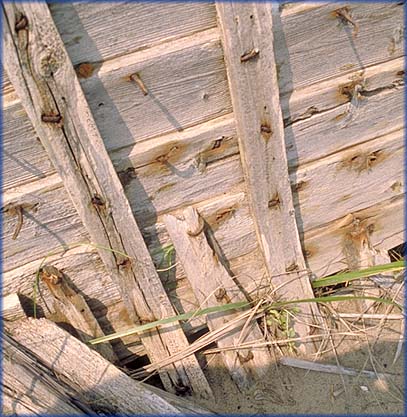
Construction Details
Construction details of a wooden boat. The interior of part of a derelict
clinker-planked hull, showing the rusted clench nails which hold the edges
of the planks together and attach the frames to the planking.
(Courtesy: David Walker)
|
|
Both Cape Island boat building sequences resulted in an identical finished
craft. Neither seemed to produce a better hull, and it was not clear how
or why the sequence varied.
The narrow aft underwater hull between the keel and the wide flat quarters
is called a "skeg". A distinct feature of wooden Nova Scotian boats was the
hollow or built-down skeg; elsewhere builders made a solid wood deadwood. It
was a lighter more buoyant hull and always a feature of "Novi" boats, as they
were known throughout Maine. The hollow after skeg was structurally weak as
it was difficult to make a sound transition at the junction between the
vertical skeg-side planks and the horizontal, flat after-planking. Plank seams
tended to work open in this area, and the tightly bent frames often cracked.
As fishermen changed from smaller four- and six-cylinder automobile engines to
more modern, powerful V-eight units, the nuisance was magnified. Builders used
a variety of ways to cure this problem, but the methods never seemed to solve
the problem completely.
|

|
Construction Details
The interior of this boat shows the unattached frames. The deep, hollow
skeg, or after well, and the tight bending of the steam-bent frames can
be clearly seen.
(Courtesy: David Walker)
|
|
Boatbuilding Locations
 n Nova Scotia, wooden-boat builders
could be found almost everywhere along the long sea-girt rim of the province.
They were concentrated near their customers, the fishermen. Most fishing boats
found in a harbour were built by that port's boatbuilder or builders, with a
smattering of craft from nearby coastal communities. Boats of one specific
locality were rarely found far beyond its reaches until they were old and
sold away as their owners bought new locally built craft. n Nova Scotia, wooden-boat builders
could be found almost everywhere along the long sea-girt rim of the province.
They were concentrated near their customers, the fishermen. Most fishing boats
found in a harbour were built by that port's boatbuilder or builders, with a
smattering of craft from nearby coastal communities. Boats of one specific
locality were rarely found far beyond its reaches until they were old and
sold away as their owners bought new locally built craft.
Boatbuilders were often sons or grandsons of builders, and sometimes had
brothers or other relatives also building boats. Within recent memory, there
were twin brothers building boats in two shops within sight of each other in
Scots Bay, and this was not unusual. Two brothers operated boat shops within
a coin toss of each other in Cape St. Mary, while a father and two sons
operated three boat shops in the village of Wallace. Although this was common,
when a location became saturated with builders, they were not reluctant to
relocate where they were needed. Examples of this transference of technology
were common.
Because of the environment and their location, near fishing grounds, many
fishing communities were located on offshore islands, Cape Sable Island
perhaps being the best-known example. This island was large and near the
mainland and is connected by a causeway today. Other islands, from Scatarie,
Madame and Chéticamp off Cape Breton to Sober, Pictou, Big Tancook and
others off the mainland of the province, were fishing locations and had their
share of boatbuilders. Since stable island communities were a limited market
for boats, boatbuilders' sons often left their islands to take their
experience to larger markets on the mainland. Some became itinerant builders
who, having found a client, would stay to build a boat and then move on to
the next client.
|
|
Boatbuilder Families
 he Stevens, Langille, Levy and
Heisler families were all boatbuilders on Big Tancook Island, many of whom
moved to the mainland to carry on their calling. One branch of the Levys moved
east along the coast to Sober Island and Cape Breton Island to continue
building there. Other Tancook Island fishing-boat builders went on to gain fame
as notable yacht designers and builders. David Stephens of Second Peninsula and
Ben Heisler of Chester built many award- and trophy-winning schooners, as well
as single-masted yachts. Perhaps David Stephens is best known as the builder of
the schooner Atlantica at Expo 67 in Montreal. Both men were also well accepted
locally, with many motor fishing boats to their credit. he Stevens, Langille, Levy and
Heisler families were all boatbuilders on Big Tancook Island, many of whom
moved to the mainland to carry on their calling. One branch of the Levys moved
east along the coast to Sober Island and Cape Breton Island to continue
building there. Other Tancook Island fishing-boat builders went on to gain fame
as notable yacht designers and builders. David Stephens of Second Peninsula and
Ben Heisler of Chester built many award- and trophy-winning schooners, as well
as single-masted yachts. Perhaps David Stephens is best known as the builder of
the schooner Atlantica at Expo 67 in Montreal. Both men were also well accepted
locally, with many motor fishing boats to their credit.
Another builder, William Frost of Long Island, Digby County took his skills
to Maine and, after returning to build boats in Nova Scotia during World
War I, he emigrated and became the man who taught the speedy power boat
building techniques there. The ancestor of Jonesport boats, the New England
cousins of the Cape Islander, was a Will Frost boat, Redwing. In Nova Scotia
and Maine, Frost was not only a pioneer power boat builder but an agent for
early make-and-break engines. One branch of the Frost family which remained
in Nova Scotia continued to build boats, and Kingsley Frost retired from the
business about a decade ago in Maitland, Nova Scotia.
|
|
Boatbuilding Shops
 s in the large shipbuilding
industry, many power fishing-boat builders originally built outdoors without
cover. When power tools and equipment were introduced to the business, they
were usually enclosed in a small adjacent workshop. Some builders could still
be found producing wooden boats outdoors after World War II. s in the large shipbuilding
industry, many power fishing-boat builders originally built outdoors without
cover. When power tools and equipment were introduced to the business, they
were usually enclosed in a small adjacent workshop. Some builders could still
be found producing wooden boats outdoors after World War II.
Boatbuilding shops were almost as varied as the power boats which emerged from
their wide swinging doors. Many buildings were designed and erected solely for
boatbuilding purposes and were efficient structures for such production. Almost
always wooden, with a pitched roof, they had a wide door across one narrow end
and a smaller personnel access door elsewhere, probably near to the adjacent
boatbuilder's dwelling. A continuous row of windows down each long wall provided
natural light to the two workbenches on each side. The arrangement resembled a
dried-out marine berth with wooden wharves along each side. A wooden floor was
built in a "U" round a central dirt or cinder-floored erection bay. The building
floor sloped towards the delivery doors, if they opened onto tidal waters. Many
boat shops were not actually on the water, and the craft were "skidded" to the
launch site. The floors of these buildings were generally flat.
|

|
Heisler's Boat Shop
A boat shop on Gifford Island off Indian Point, Nova Scotia. The shop of
Clarence Heisler in 1976 had been doubled in size by the addition of a
second building bay to the left of the original. The business is now run by
the late-Clarence's son, Cecil.
(Courtesy: David Walker)
|
|
Woodworking machinery was most often located across the narrow end of the shops,
opposite the big doors. A band saw, thickness planer, and drill press were most
common along with the ubiquitous steam box to heat and soften timber frames for
bending. Steam for this unit was raised in various ways but most usually from
the same scrapwood-fired unit also used to heat the building. Machinery was
frequently powered by stationary gasoline engines with belt drive transfers where
electrical service was not available. All rural areas were not supplied with power
until after World War II. There were few circular saws, as most builders
bought their stock from lumber mills roughly dressed to size. This description
of a generic boatshop covers the type most commonly found as a one-family shop,
building one boat at a time.
In complete contrast, a wide variety of buildings were adapted for use as boat
shops. Barns, houses, old schools, and even a small old church have all been
internally gutted and adapted to house boatbuilding establishments. What these
buildings lacked in layout efficiency, they generally made up for in greater
working area and low purchase price.
|

|
From Schoolhouse to Boathouse
A new lobster boat is removed from the old schoolhouse where it was built
in Terence Bay, Nova Scotia. Many of the villagers make light work of the
task. The same people assisted the boat in its first, kilometre-long,
over-the-roads 'voyage' to the launching site.
(Courtesy: David Walker)
|
|
The shops used today to build glass-reinforced plastic (GRP) or fibreglass hulls
are frequently modern steel buildings with flat concrete floors. They are
industrial units that are little different from manufacturing sites for other
products or warehouses. Some fibreglass boatbuilders continue to use adapted
buildings, but they are usually much larger than their predecessors from the
wooden-boat era.
|
|